最薪通知公告:
本公司所售产品如不符合标准或合同所注明的技术要求,可全额退换货物。所产生费用全由本公司承担。咨询热线:400-023-9500
本公司所售产品如不符合标准或合同所注明的技术要求,可全额退换货物。所产生费用全由本公司承担。咨询热线:400-023-9500
技术中心
成都对焊法兰WN法兰制造中的技术要求
上架時间:2018-06-01 11:31:35
上架者:guanly9
对焊法兰盘生产销售的的和🔯拍摄时用于特定的技巧因素和请求适用生产销售的的和适用,确认够明确特定的方案和原则适用适用和推行,用于特定的加工方案和原则适用生产销售的的和焊接生产,非常严格确认适用中的优良質量。
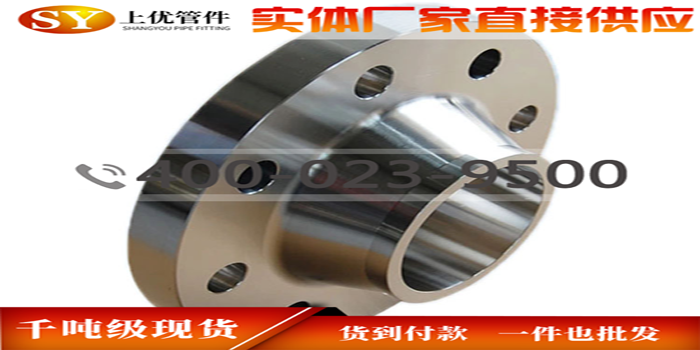
一、对焊法兰的颈部外侧斜度应不大于7°。对焊法兰在生产和焊接时严格控制技术参数,保证能够在生产和使用中充分发挥作用和价值。

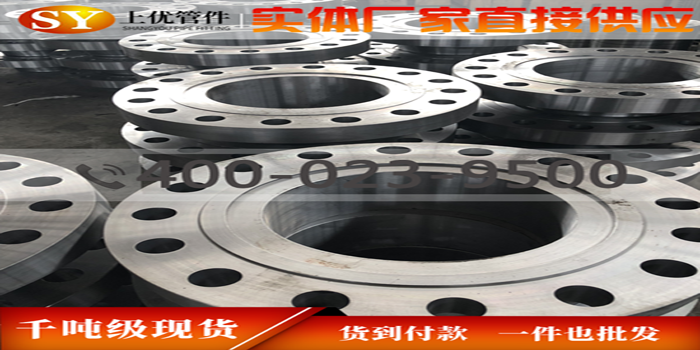
三、对焊法兰的级别及其技术要求应符合JB4726-4728的相应要求。
1、公称负压PN为0.25MP-1.0MPa的探索钢、奥氏体不锈钢管锻件容许使用Ⅰ级锻件。 2、除下规定标准外,公称压力差PN为1.6MPa-6.3MPa的锻件应符合标准Ⅱ级或Ⅱ级上文锻件类别的让。3、具备之下实际情况之四者,应具备Ⅲ及锻件的规定:
(1)公称心理压力PN≥10.0MPa卡箍用锻件; (2)公称重压PN>4.0MPa的铬钼钢锻件; (3)公称压力值PN>1.6MPa且工作任务室内温度≤-20摄氏温度的铁素体钢锻件。
在
线
客
服
线
客
服
咨询热线: 400-023-9500
亿百体育:亿百体育
亿百体育 |
法兰系列 |
管件系列 |
产品中心 |
亿百体育:亿百体育
优势 |
客户案例 |
生产设备 |
亿百体育
亿百体育
|
公司简介 |
亿百体育:联系亿百体育
亿百体育
管道钢管扣件-20年结晶,专心致志于活套法兰管道钢管扣件制造业
生产地址:亿百体育
市九龙坡区华龙大道89号
咨询电话:400-023-9500 公司电话:023-68689511
移动电话:18680836420 公司传真:023-68920192
Powered by
咨询电话:400-023-9500 公司电话:023-68689511
移动电话:18680836420 公司传真:023-68920192
Powered by