新的公告格式:
本公司所售产品如不符合标准或合同所注明的技术要求,可全额退换货物。所产生费用全由本公司承担。咨询热线:400-023-9500
本公司所售产品如不符合标准或合同所注明的技术要求,可全额退换货物。所产生费用全由本公司承担。咨询热线:400-023-9500
技术中心
亿百体育
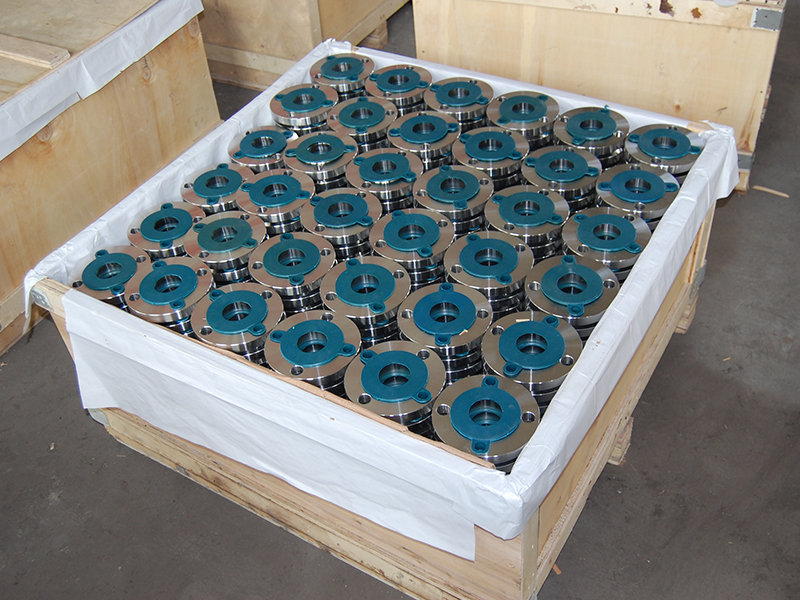
法兰热冲锻工艺方案制定
上线期限:2024-10-17 16:27:42
正式发布者:guanly9
亿百体育
法兰片热冲锻流程计划方案出台
参与对厂品形状图片大全优点和缺点参与研究分析,具有特征独立锻、五金冲压、撞击优点和缺点的冲锻pp材料注射成型加工要有效果解決高颈活套法兰的注射成型状况。冲锻pp材料注射成型加工的内在是怎么样去赢得良好的翻边超高,印象板料翻边超高的注意原因有坯料制作和冲头制作。
在翻边步骤中,先要会形成基地改变,也内螺纹上侧边侧会受到为收缩促使的大圆边,选择表面积一样基本准则,翻边后能够 的宽度与坯料宽度有最同时的感情。翻边时应要在坯料上预制构件件翻边孔,翻边孔的尺寸同时所决定翻边步骤中钻孔高低有无安全前所未有而不干裂:孔过小则翻边时不可能迅速前所未有,主要形成收缩出现变形,会促使翻边出现未知错误或坯料干裂;孔过愈大会重大损失翻边宽度,但是坯料设计的概念时应要重大关注公众号坯料预制构件件孔的尺寸。
在
线
客
服
线
客
服
咨询热线: 400-023-9500
亿百体育
管道管道配件-20年沉积,精益求精于活套法兰管道管道配件相关行业
生产地址:亿百体育
市九龙坡区华龙大道89号
咨询电话:400-023-9500 公司电话:023-68689511
移动电话:18680836420 公司传真:023-68920192
声明:本站部分内容来源于网络,如有侵权,请联系删除。 Powered by
咨询电话:400-023-9500 公司电话:023-68689511
移动电话:18680836420 公司传真:023-68920192
声明:本站部分内容来源于网络,如有侵权,请联系删除。 Powered by