最新的公示公告:
本公司所售产品如不符合标准或合同所注明的技术要求,可全额退换货物。所产生费用全由本公司承担。咨询热线:400-023-9500
本公司所售产品如不符合标准或合同所注明的技术要求,可全额退换货物。所产生费用全由本公司承担。咨询热线:400-023-9500
亿百体育
信息
不锈钢法兰加工难点
公布时候:2021-10-26 15:54:19
公布的者:guanly9
不锈钢法兰加工难点主要有以下几个方面:
1. 磨削力大,磨削气温高此类铝合金料抗弯强度大,磨削时切向能力大、延展性变型大,而有磨削力大。除外的材料传热性性均方根误差,发生磨削气温增高,且耐高温都收集在铣刀刃口随近的细长区域内内,才能加快推进了铣刀的变形。 2. 制作制造硬底化明显奥氏体不锈钢材质的材质卡箍盘各种一部分高热炭素钢不锈钢材质的材质卡箍盘均为奥氏体组织开展,磨削时制作制造硬底化行为大,常是正规炭素钢的数倍,车床刀柄在制作制造硬底化空间内磨削,使车床刀柄生存期减少。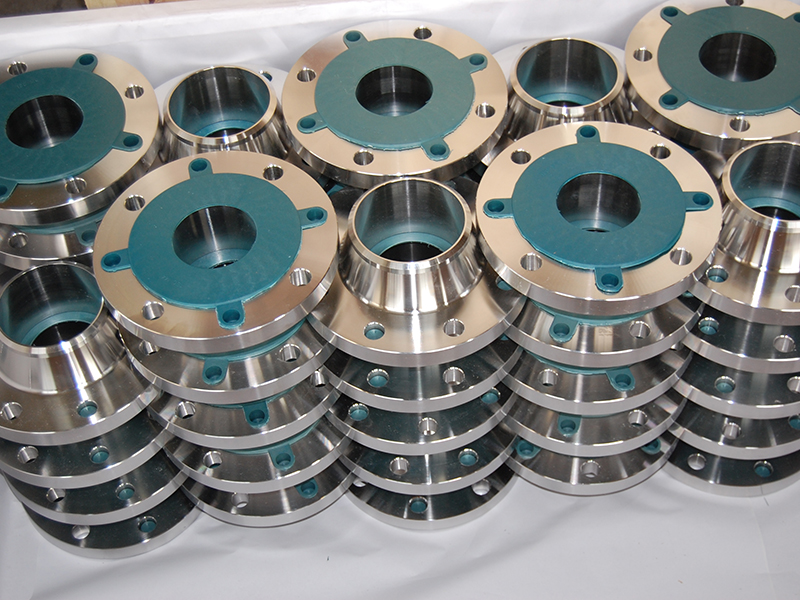
在
线
客
服
线
客
服
咨询热线: 400-023-9500
亿百体育
亿百体育 |
法兰系列 |
管件系列 |
产品中心 |
亿百体育:亿百体育
优势 |
客户案例 |
生产设备 |
亿百体育
亿百体育
|
公司简介 |
亿百体育:联系亿百体育
亿百体育
管材-20年发展,专心于卡箍管材制造业
生产地址:亿百体育
市九龙坡区华龙大道89号
咨询电话:400-023-9500 公司电话:023-68689511
移动电话:18680836420 公司传真:023-68920192
声明:本站部分内容来源于网络,如有侵权,请联系删除。 Powered by
咨询电话:400-023-9500 公司电话:023-68689511
移动电话:18680836420 公司传真:023-68920192
声明:本站部分内容来源于网络,如有侵权,请联系删除。 Powered by