多种公司公告:
本公司所售产品如不符合标准或合同所注明的技术要求,可全额退换货物。所产生费用全由本公司承担。咨询热线:400-023-9500
本公司所售产品如不符合标准或合同所注明的技术要求,可全额退换货物。所产生费用全由本公司承担。咨询热线:400-023-9500
亿百体育
信息
法兰管件厂家的焊接速度与焊缝质量关系
公布時间:2023-05-11 16:09:36
推送者:guanly9
卡箍承插管件厂商的焊接方法车速与对接焊缝安全性能的关联
时间与焊接线质量的直接关系,要辩证法地认知,难以偏废。重要展现在受热的时候性与晶体的时候性。
调温时期
法兰管件厂家在高频直缝焊管的工况下,管坯边缘从室温被加热到焊接温度,其间,管坯边缘没有任何保护,完全裸露在空气中,这就不可避免地与空气中的氧、氮等发生激烈反应,使焊缝中的氮、氧化物显著增加,据♔测定,焊缝中的氮含量因之提高20~45倍,氧含量因之提高7~35 倍;同时,对焊缝有益的锰、碳等合金元素大量烧损和蒸发,致使焊缝力学性能降低。由此可见,在这个意义上讲,焊接速度越𓂃慢,焊缝质量越差。
往往如此这般,被烧水管坯边部裸漏在空气中中的周期越长,即对焊方法快速慢,会给予较深度也引起非废金屬脱色物,哪些深度次非废金屬脱色物在自后的热熔融挤出沉淀流程中,根本无法被另一名熔融挤出焊口,沉淀后便以非废金屬掺杂的表现形式存留在焊口中,构成一名显然的皮软界面显示,因此破裂焊口组织结构的连接起来性,较低焊口承载力。而对焊方法快速快,脱色周期就短,所引起的非废金屬脱色物较少且仅供于表皮,很最易在自后的热熔融挤出流程中被熔融挤出焊口,焊口中也是会出现多余非废金屬脱色物存留,焊口承载力高。 析出阶段中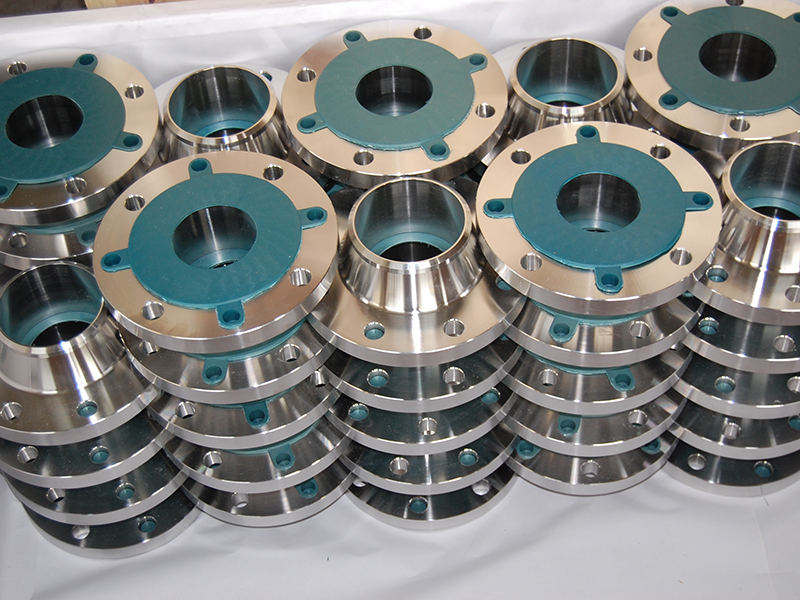
在
线
客
服
线
客
服
咨询热线: 400-023-9500
亿百体育:亿百体育
亿百体育 |
法兰系列 |
管件系列 |
产品中心 |
亿百体育
优势 |
客户案例 |
生产设备 |
亿百体育
亿百体育
|
公司简介 |
亿百体育:联系亿百体育
亿百体育
不锈钢管材-20年凝固,精益求精于法兰片不锈钢管材行业内
生产地址:亿百体育
市九龙坡区华龙大道89号
咨询电话:400-023-9500 公司电话:023-68689511
移动电话:18680836420 公司传真:023-68920192
声明:本站部分内容来源于网络,如有侵权,请联系删除。 Powered by
咨询电话:400-023-9500 公司电话:023-68689511
移动电话:18680836420 公司传真:023-68920192
声明:本站部分内容来源于网络,如有侵权,请联系删除。 Powered by